GRAVOGRAPH Engraver Refurbishment
Curiosity led me to buy a second-hand GRAVOGRAPH engraving machine.
This equipment needed refurbishing; two dozen hours of work were enough.
Dec. 2022 – July 2023
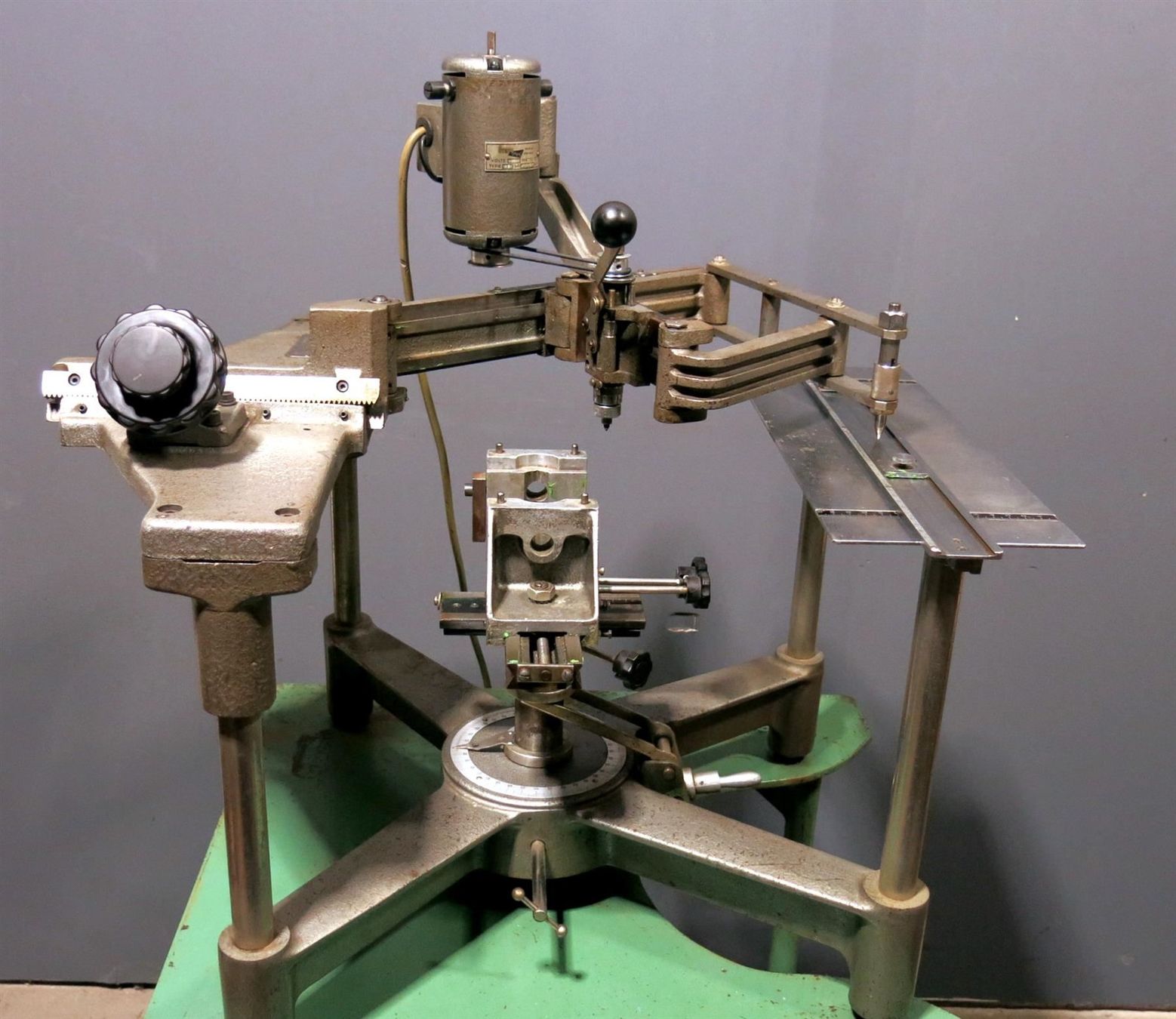
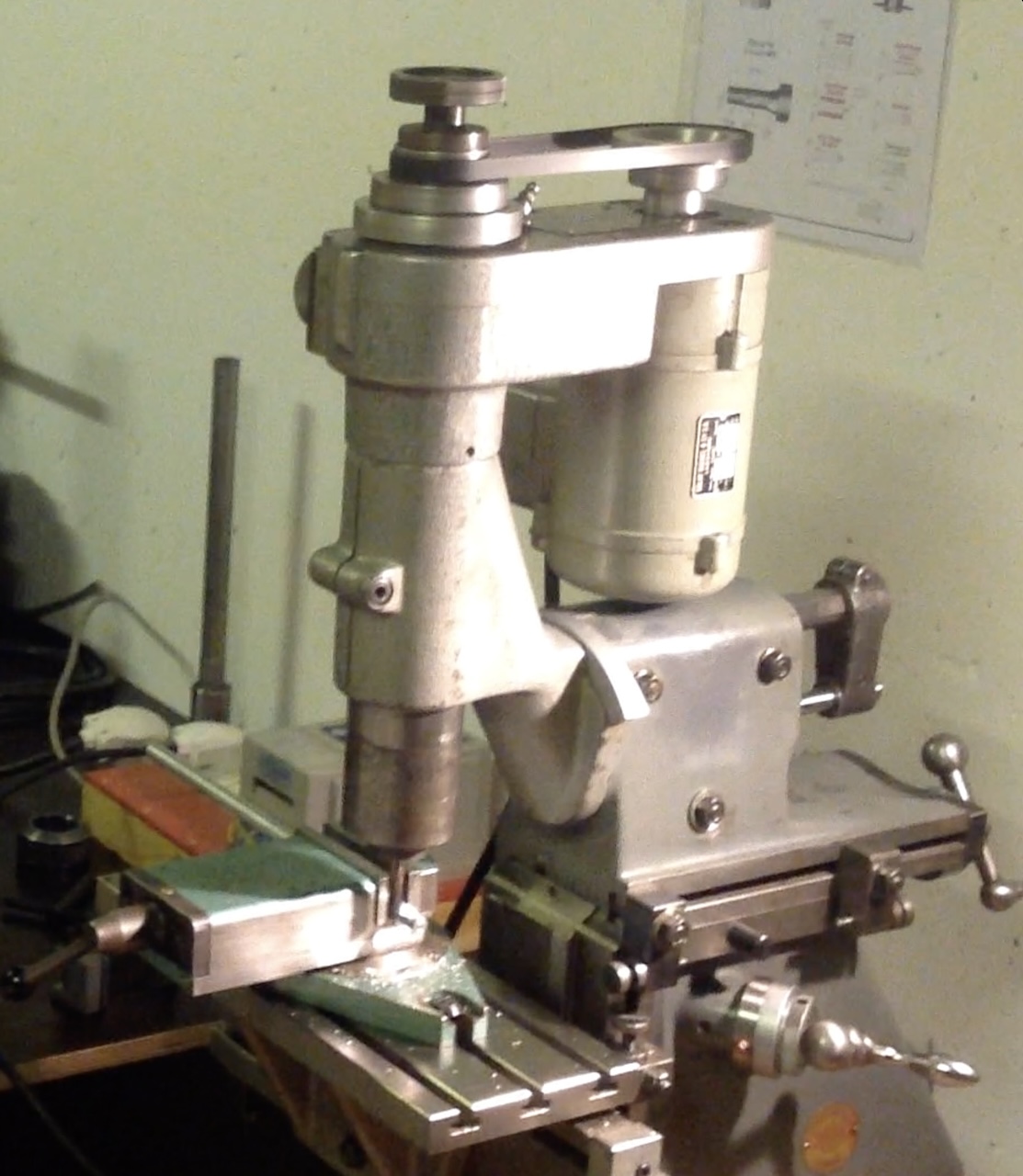
Pantographic engraving machines made by the French brand GRAVOGRAPH were extremely common in both France and Switzerland at least. They were generally owned by craftsmen, typically shoemakers, who offered engraving services for plates, trophies, etc., or by industries that used them to engrave machine nameplates, notices on control panels, etc. CNC machines finally got the better of these machines, for some as for others. CNC machines eventually got the better of these machines. A few enthusiasts are still keeping them alive. These engraving machines from another era are not hard to find on auction sites such as LeBonCoin.fr or Ricardo.ch. They can be found for a few hundred francs or euros. Curiosity prompted me to take an occasional look at the offers for engravers on the Swiss auction site, and I found one for a very affordable price in Basel, without too many candidates to outbid me. A short round trip there and I am now the proud owner of a GRAVOGRAPH model TLX.
Refurbishment
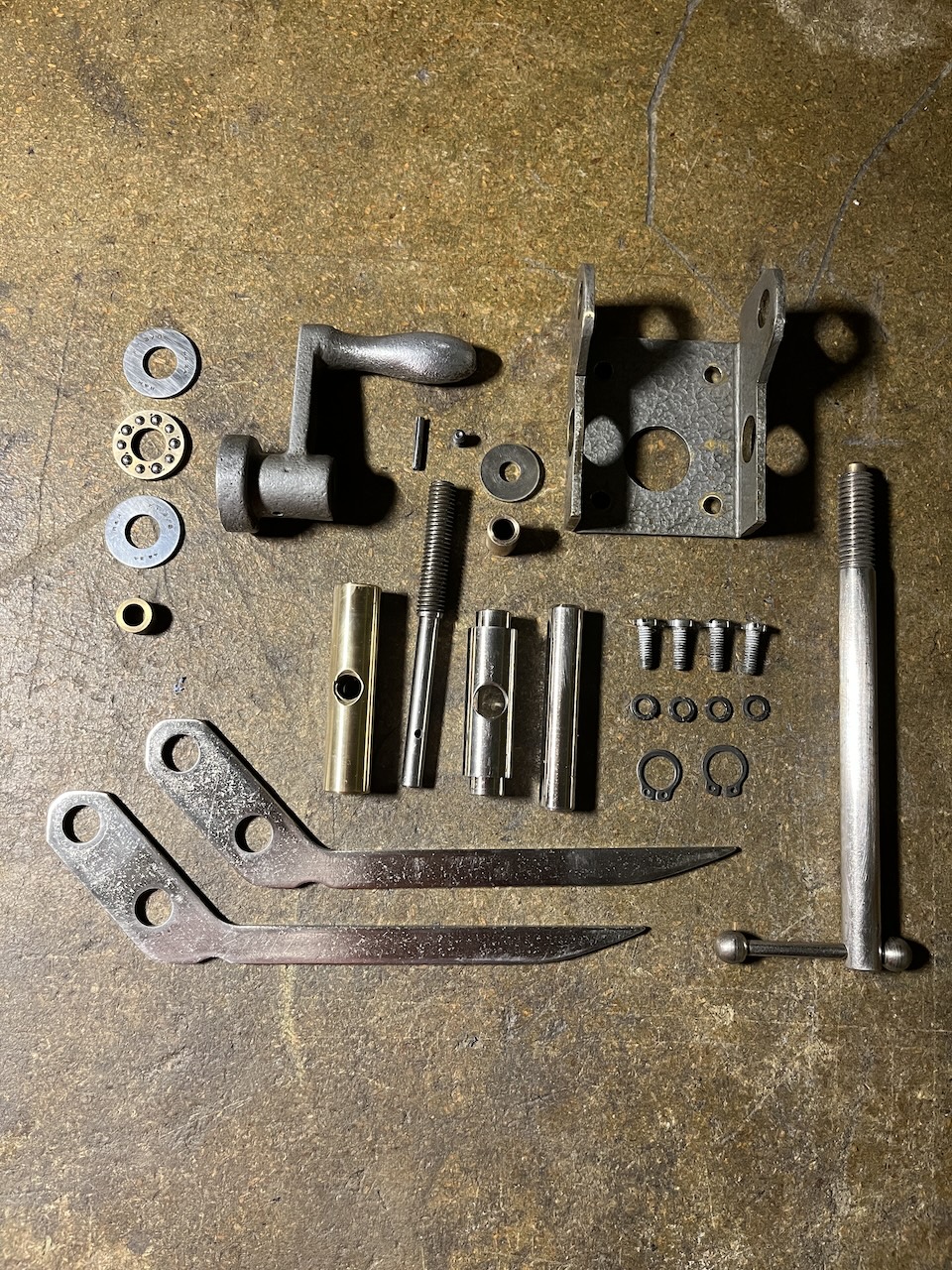
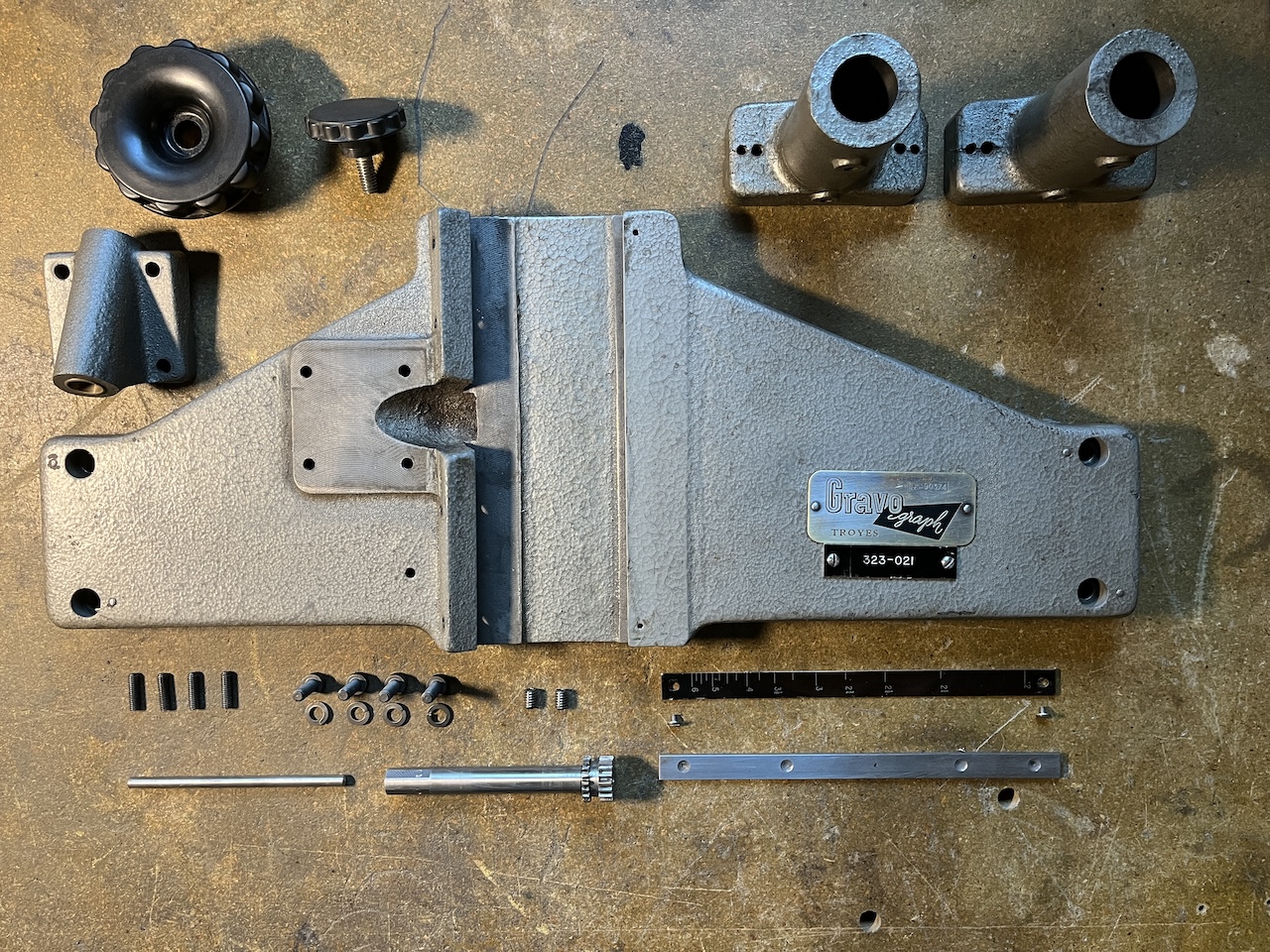
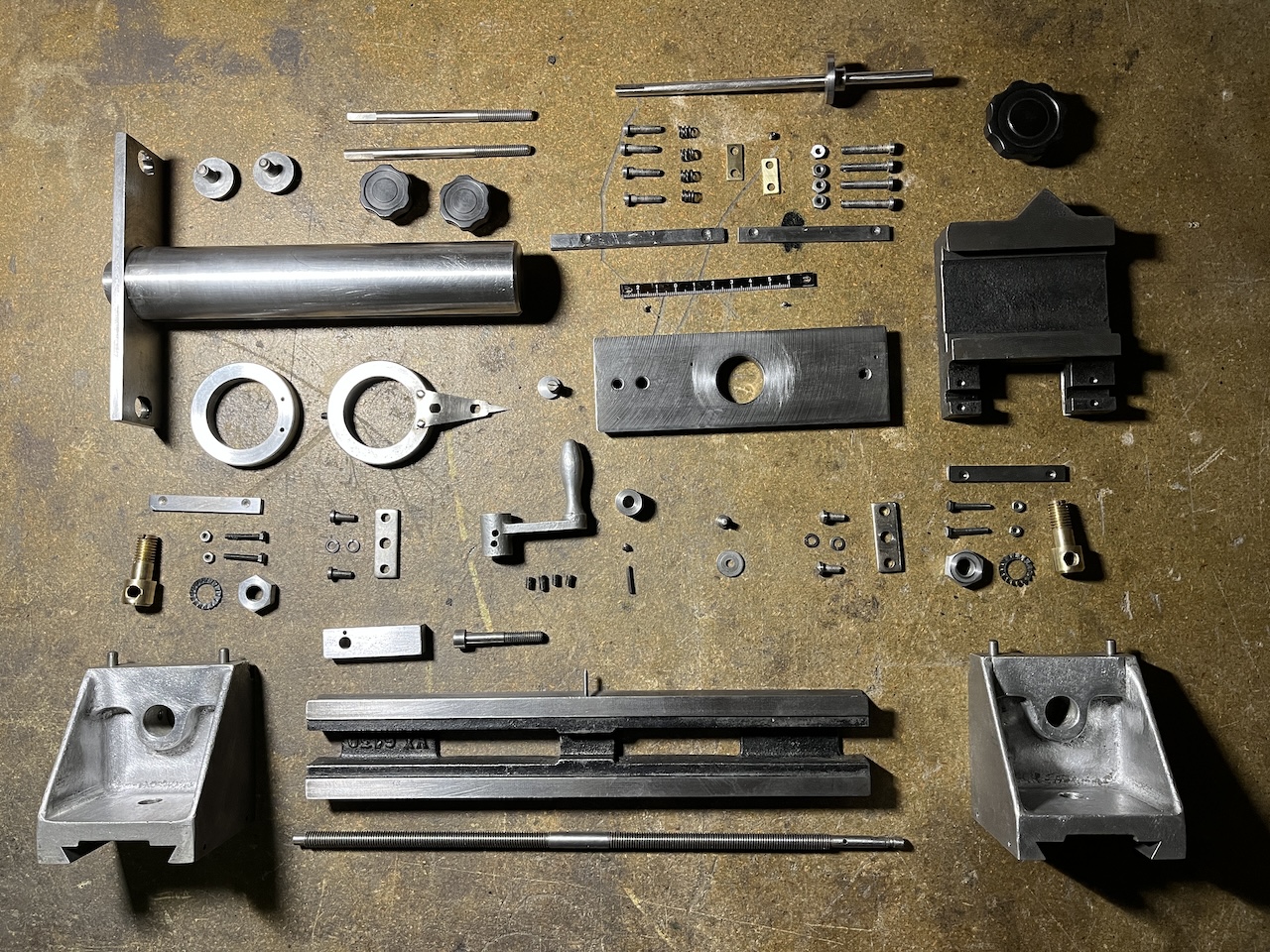
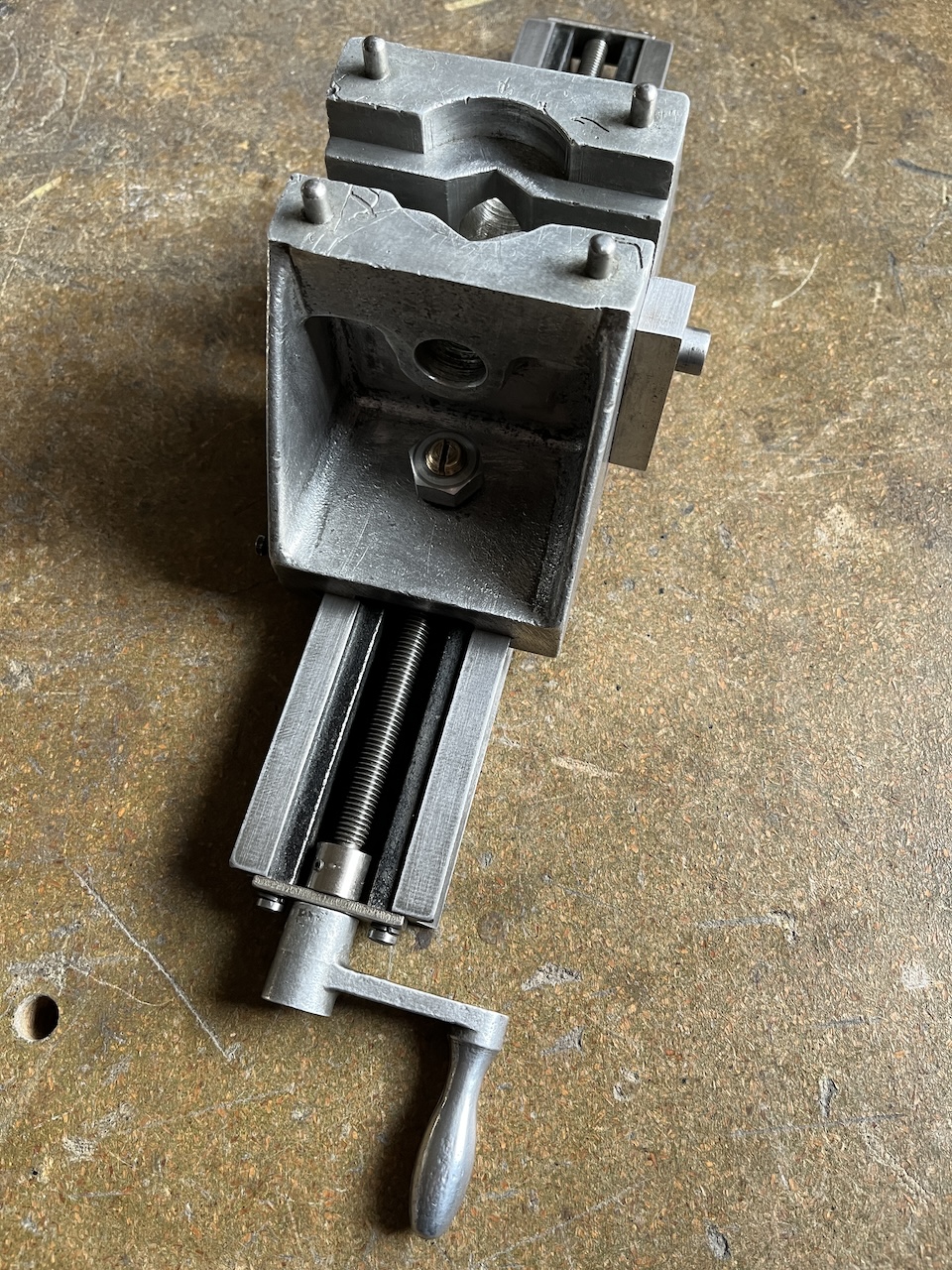
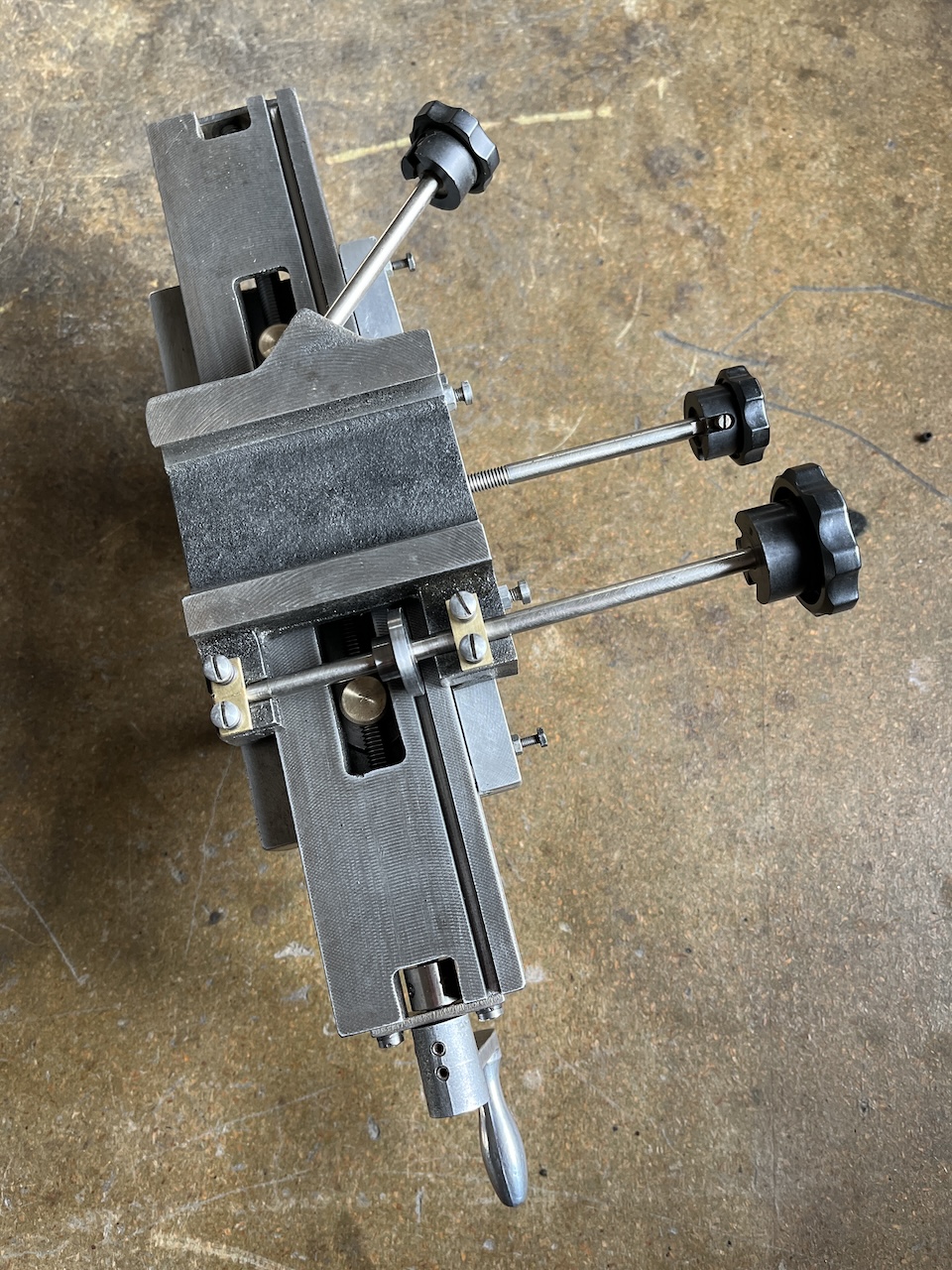
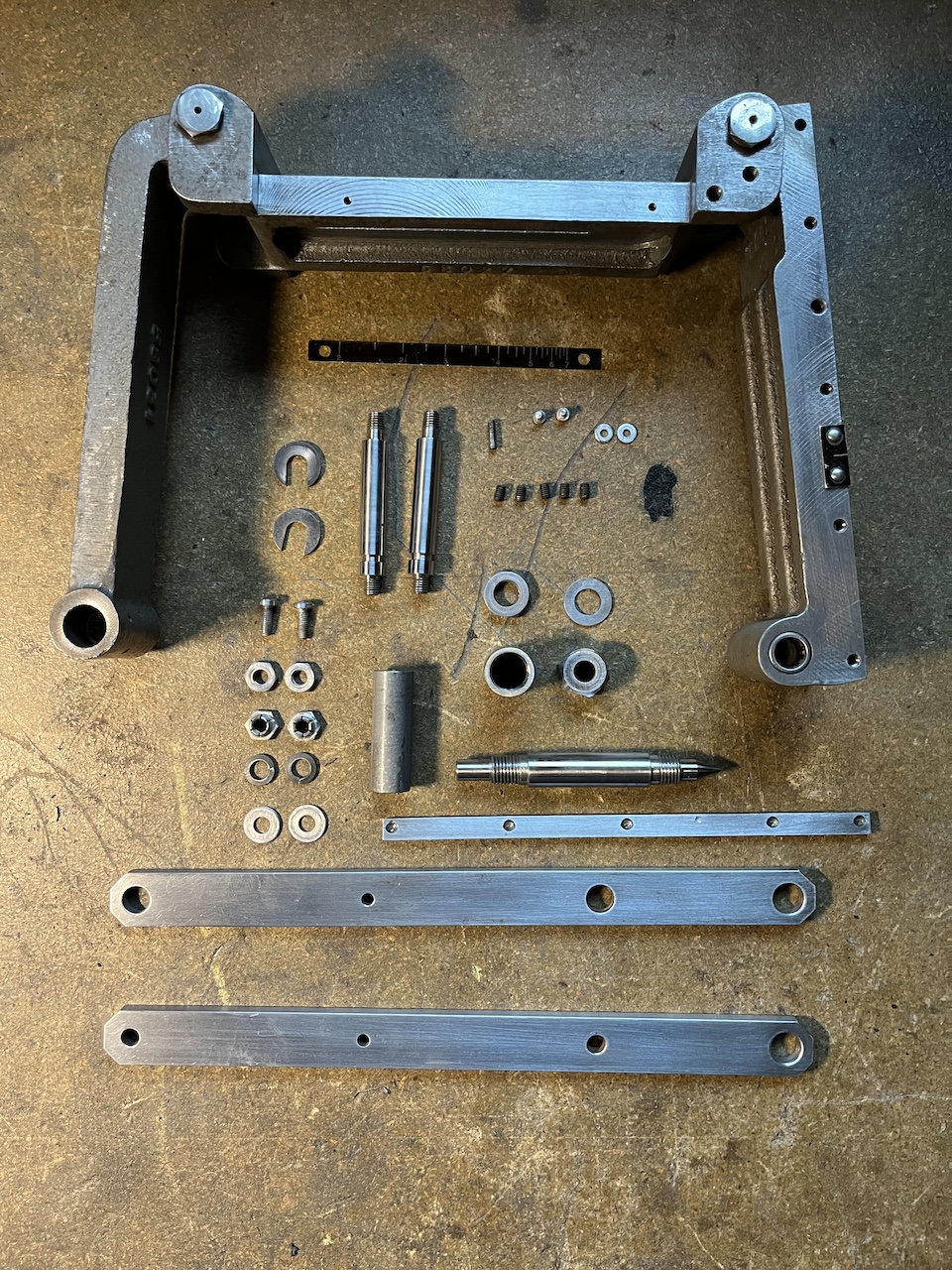
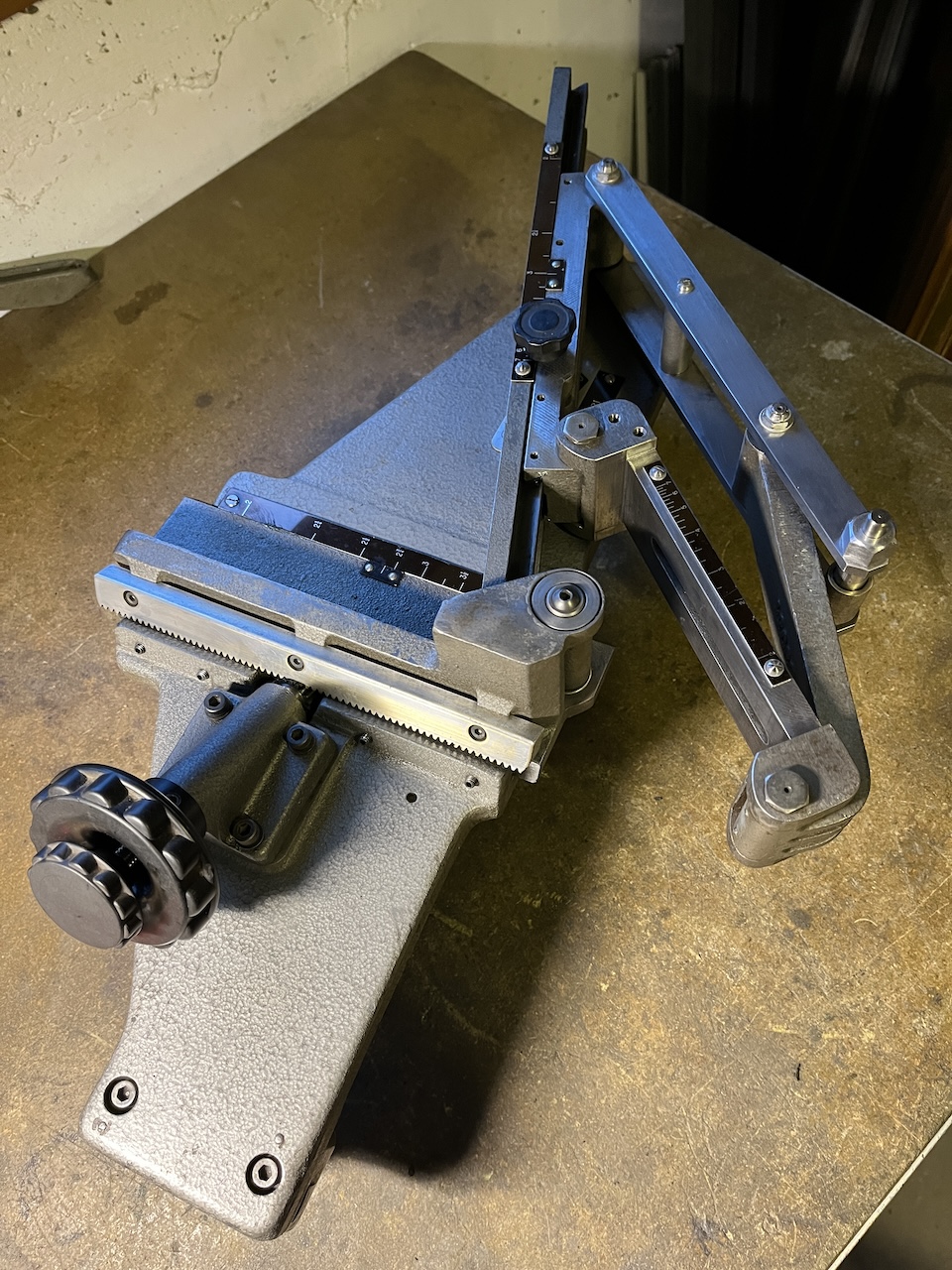
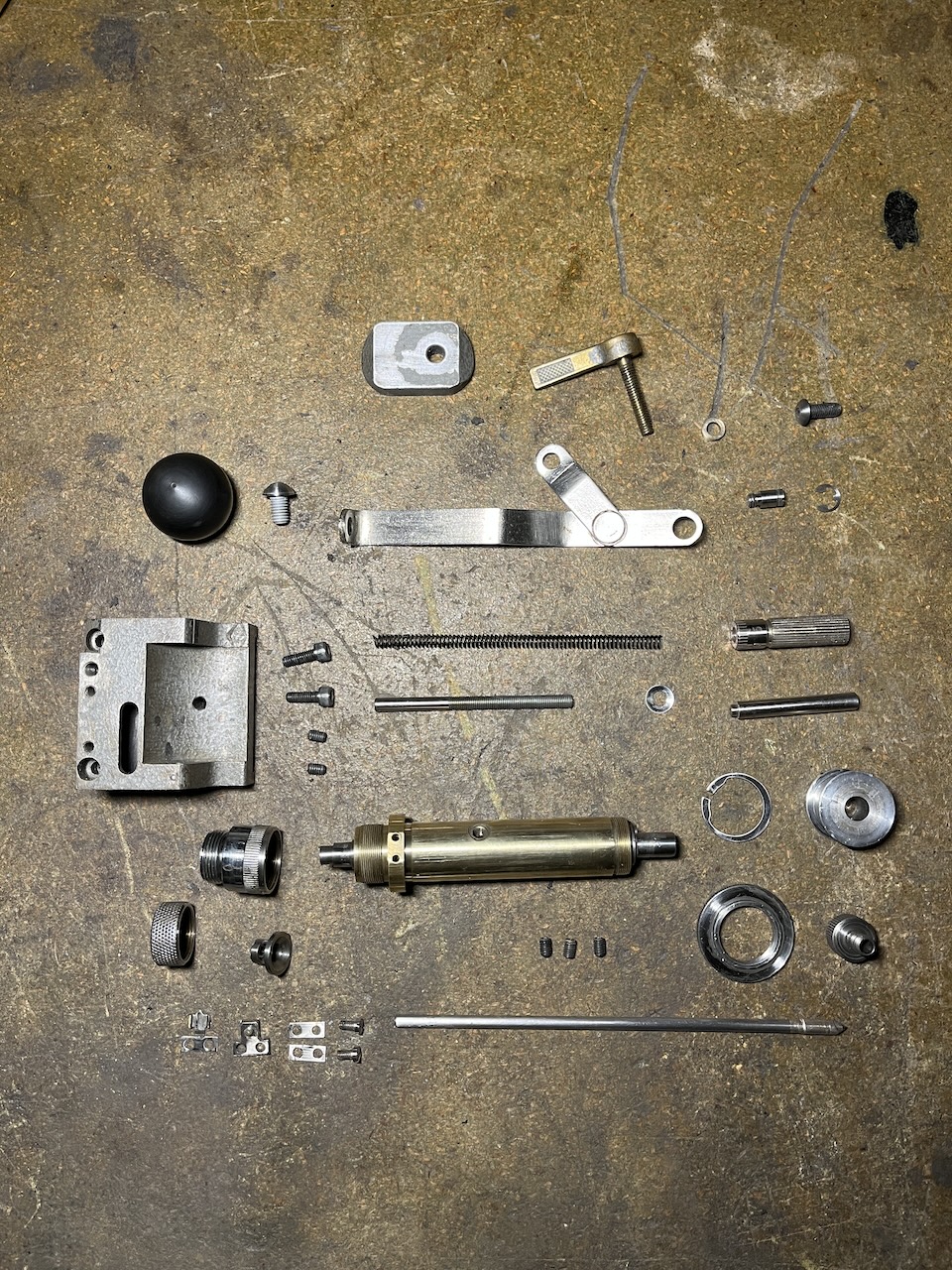
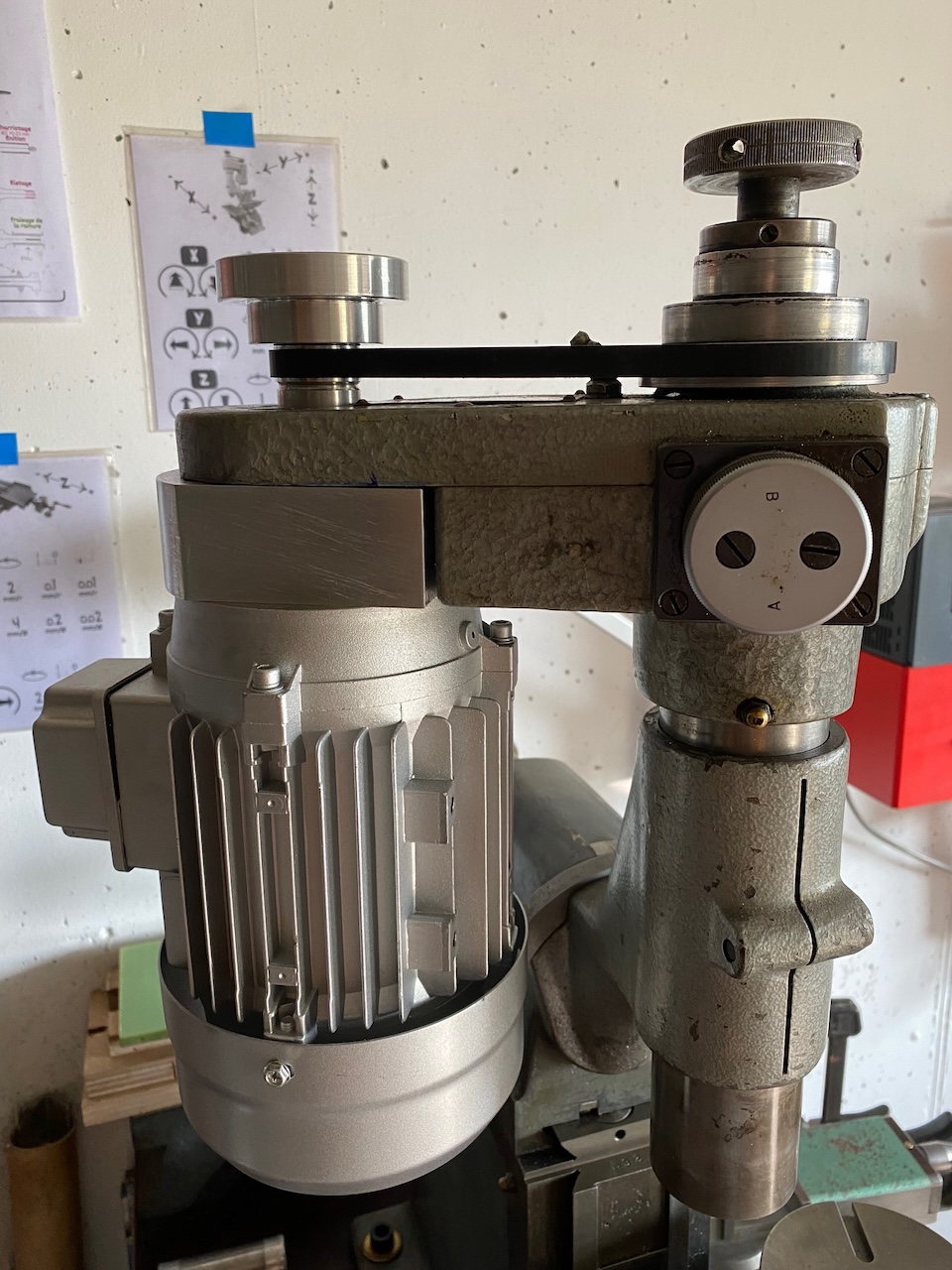
When there are few candidates to outbid, the offer may not be the most attractive. In fact, the engraver was possibly owned by an SME that used it for internal needs. It showed all the signs of a machine that had been used quite a bit, but had not been used for many years; it was therefore very dirty, but not excessively so. Its low price was probably due to the absence of the many accessories and consumables required for nominal use. A couple of days were therefore enough to dismantle it, clean it, oil or grease the parts that needed lubrication, and finally reassemble it. I proceeded by sub-assembly so as not to have to manage too many spare parts.
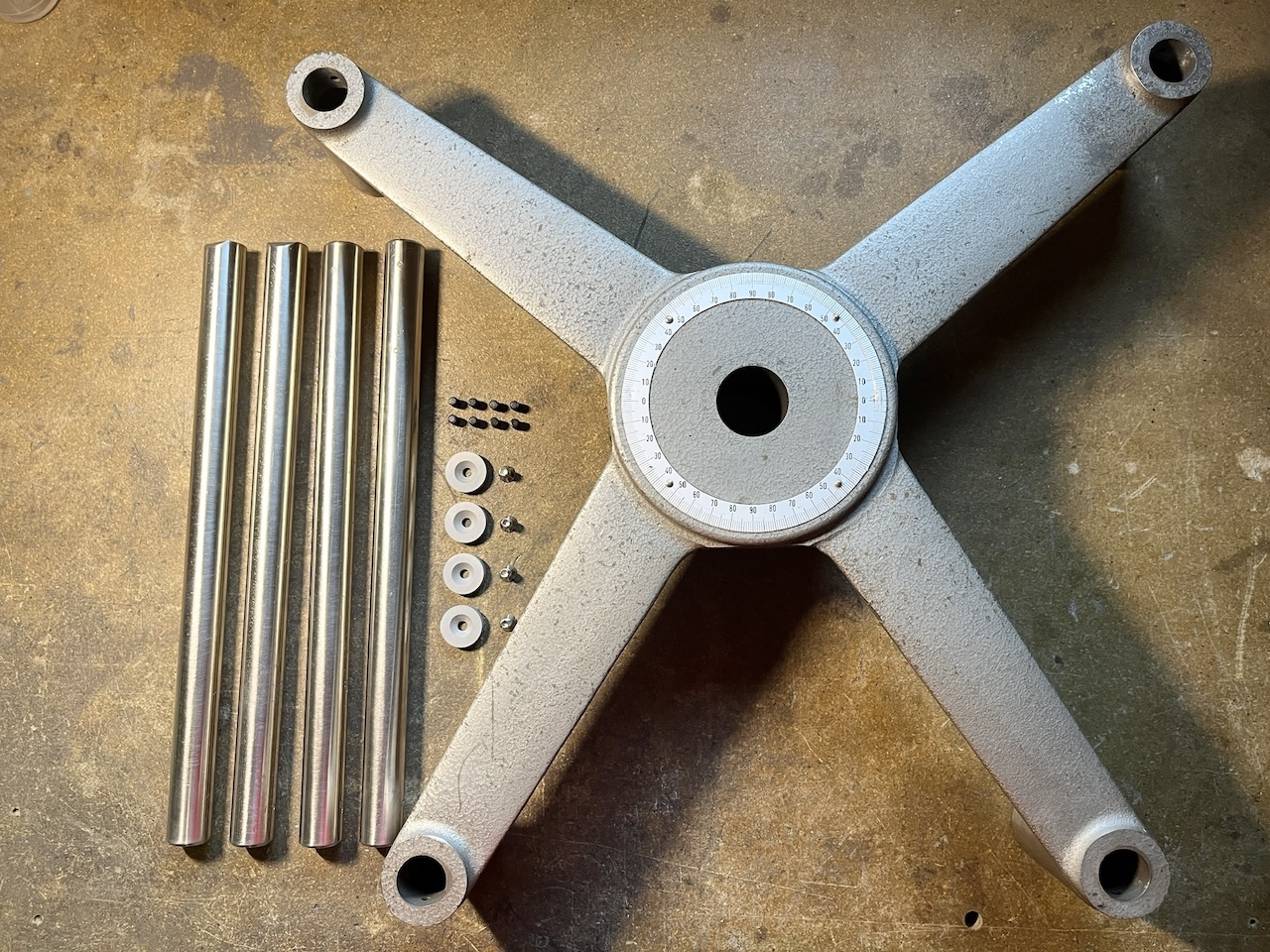
The many highly educational videos from My Mechanics on YouTube equipped me well enough to complete this enjoyable restoration project without any particular difficulty. The rubber pads on the base were completely dry; I turned four new ones in a piece of 6-mm thick PVC that was lying around. A few spays of WD40 were enough to get rid of the seized-up parts.
Typeface Stencil Set
As I said earlier, this machine has lost its accessories. The main one is at least one set of typeface stencils. My first idea was to make one myself on my little CNC milling machine out of offcuts of aluminium, polystyrene or PMMA laying around. Another alternative would have been to download the stencil set designed by Mathieu13 and made available on Thingiverse.com for 3D printing. Except that, as I write this blog post, I still don't own such a printer! I therefore planned this project in two phases, the first to determine the dimensional characteristics that these typefaces should have; the second to design an attractive typeface set, convert it into GCode, then machine it on my little PROXXON MF70 CNC. In between the first and second phases, I did manage to get my hands on a complete set of GRAVOGRAPH typeface stencils via the same Swiss auction site, which I eventually acquired. So I've postponed the second phase, which will certainly be the subject of a separate blog post.
Prototyping Typeface Stencils
For phase one of this project, here's how I went about it. An old GRAVOGRAPH catalogue of available typefaces found on the web helped me determine the dimensional characteristics of a stencils. From there, I machined a small fixture to produce the stencil blanks with some degree of repeatability, then a second one to try out master character engraving, considering several endmill shapes and diameters and several machining depths.
Fixture no. 1 and Blank Dimensions
There's nothing complicated about the design of this layout. The type of stencils that correspond to my engraving machine is type B, which is 31.75 mm high and whose top and bottom sides each form a 60º angle with the rear face. The width of the chablons is not uniform to take account of the variable width that is specific to each typeface. Conservatively, I chose 22 mm. My aluminium, polystyrene and PMMA offcuts were 2 mm, 2.5 mm and 3 mm thick.
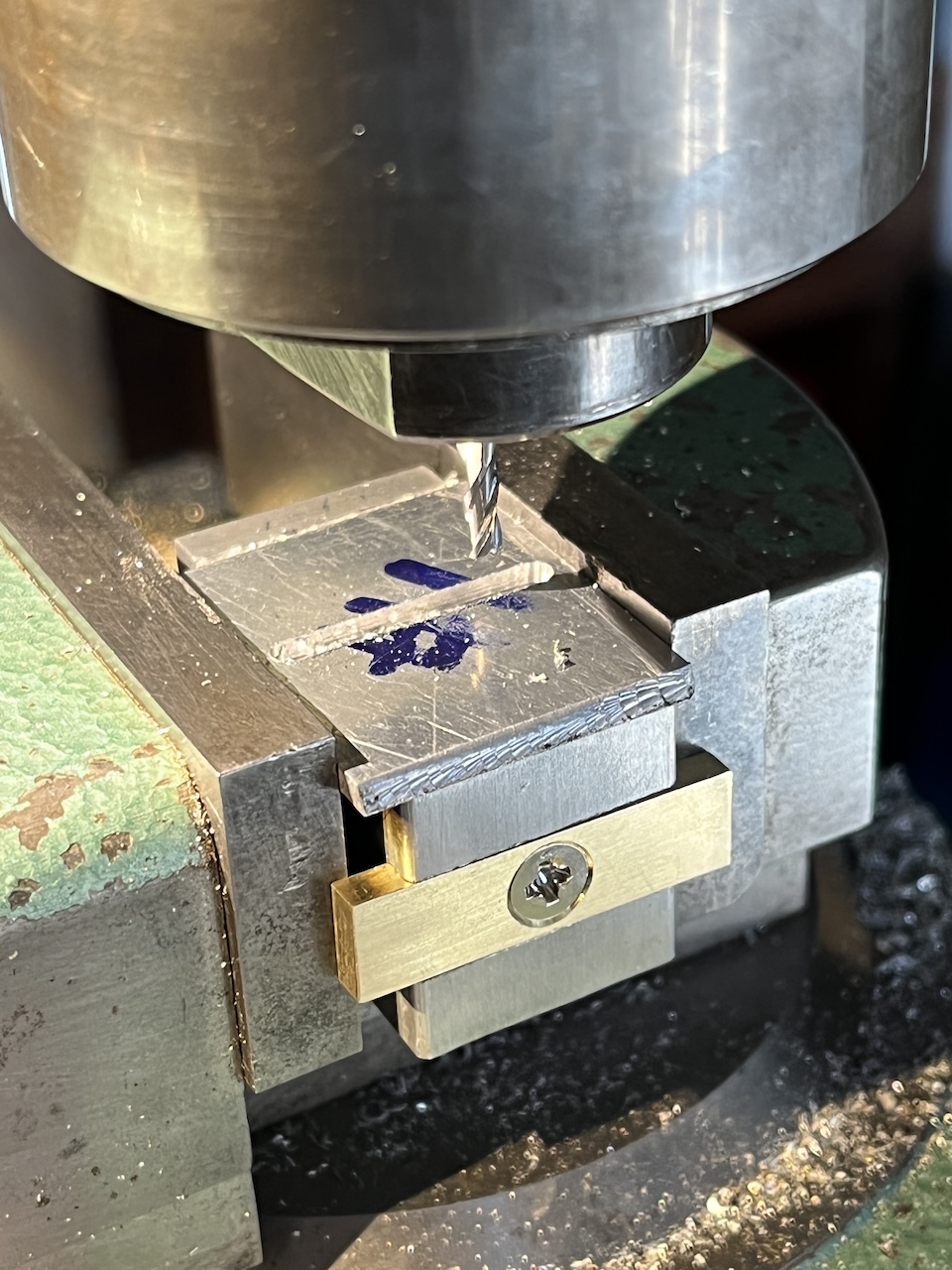
Fixture no. 2 and Engraving Dimensions
This second fixture may not have been essential, but I wanted to make sure that the blanks of the stencils were flush with the vise jaws to make it easier to engrave the typeface. To carry out these few tests, I limited myself to the few letters of the alphabet, which have neither rounded nor diagonal lines. I did a few tests with a 90º chamfering cutter as well as with Ø2 mm and Ø2.5 mm straight endmills. The finest straight endmill produced the most convincing result.
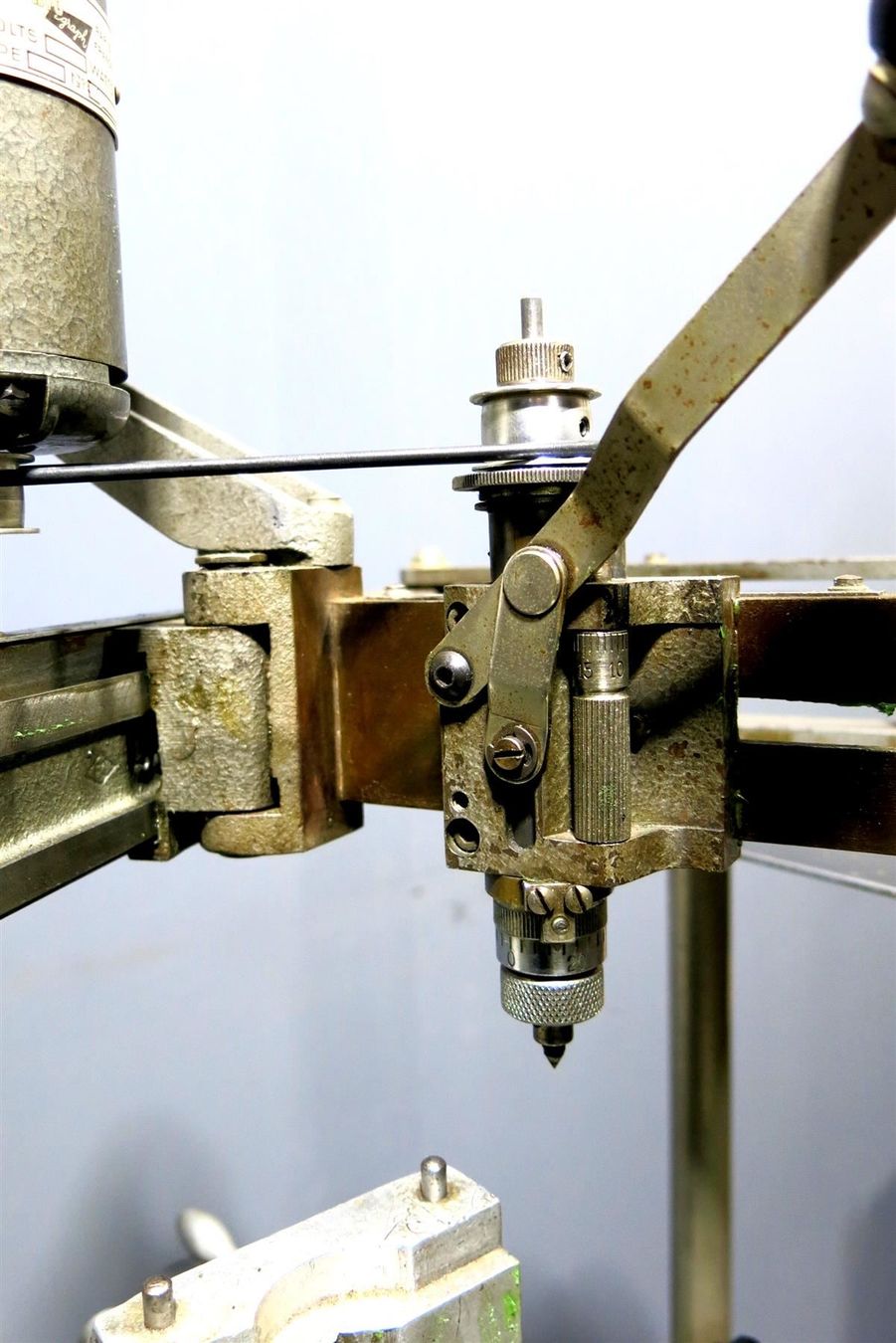
In conclusion, a quick study would certainly have spared me this tedious prototyping. Indeed, precise guidance of the stylus assumes that it is the two opposing flanks that are guided by the edges of the groove, and not the tip of the stylus touching the bottom of the groove. It follows that since the tip of the guiding stylus has an angle of 40º, i.e. a half-angle of 20º, the depth of the groove must be greater than its half-width divided by tangent 20º. For a Ø2 mm cutter, the depth must be at least 2.8 mm; for a Ø1 mm cutter, at least 1.4 mm. This gives an indication of the minimum thickness of the stencil. After receiving the GRAVOGRAPH stencil set, I measured a thickness of 1.5 mm, a groove width of 1 mm and a groove depth of less than 1 mm. This is sub-optimal; in fact, the guiding path system has a little lateral play!
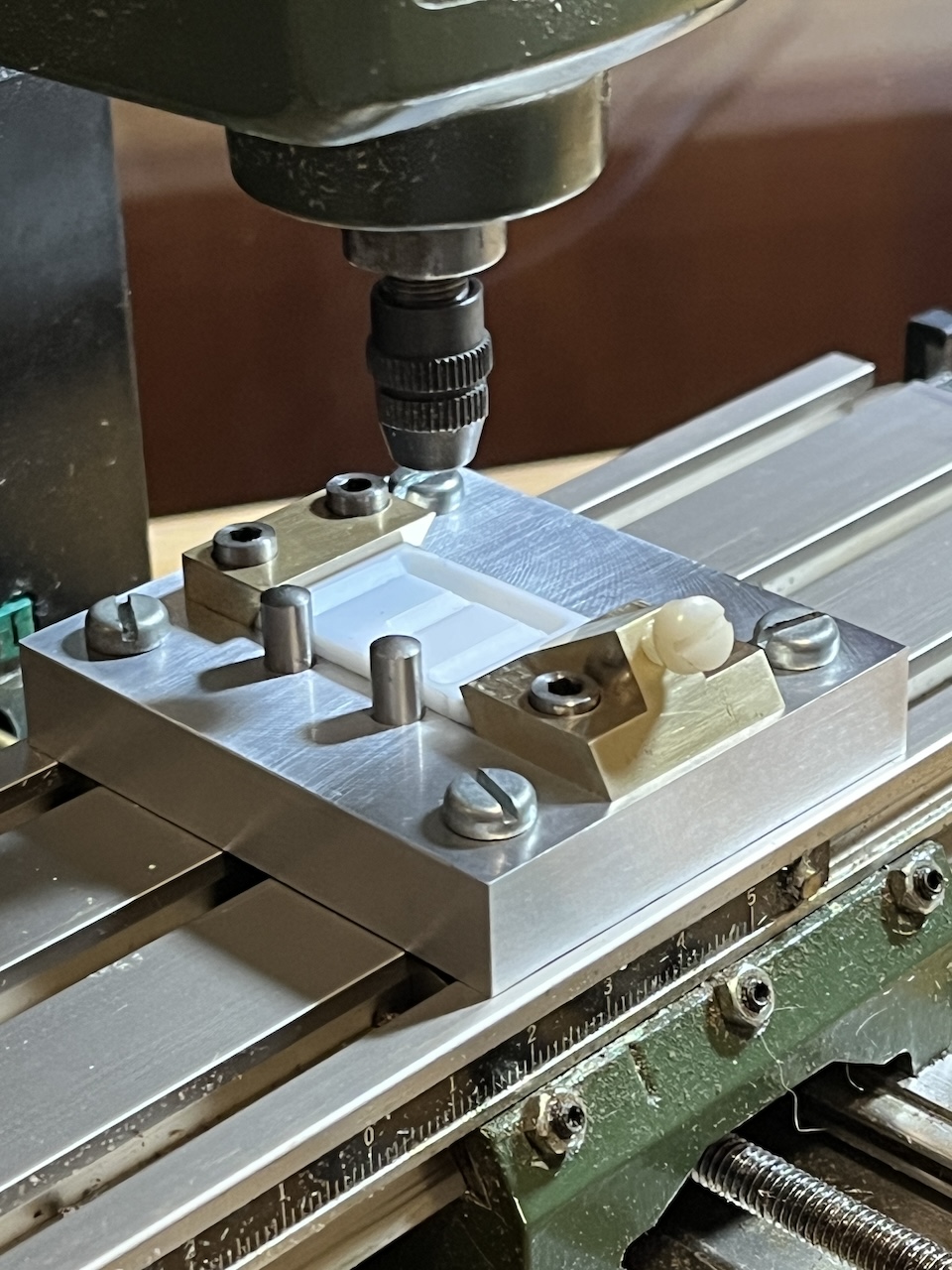
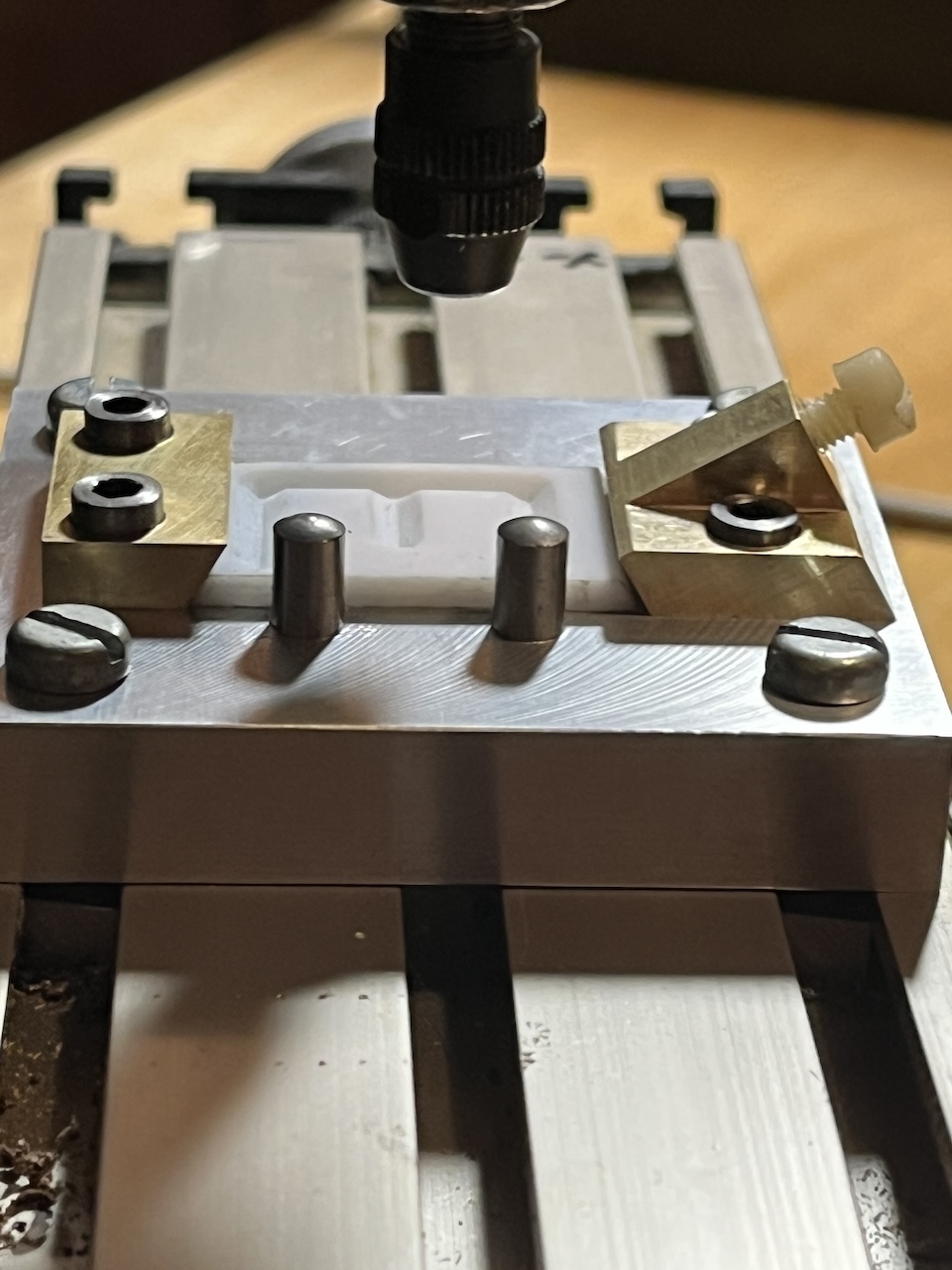
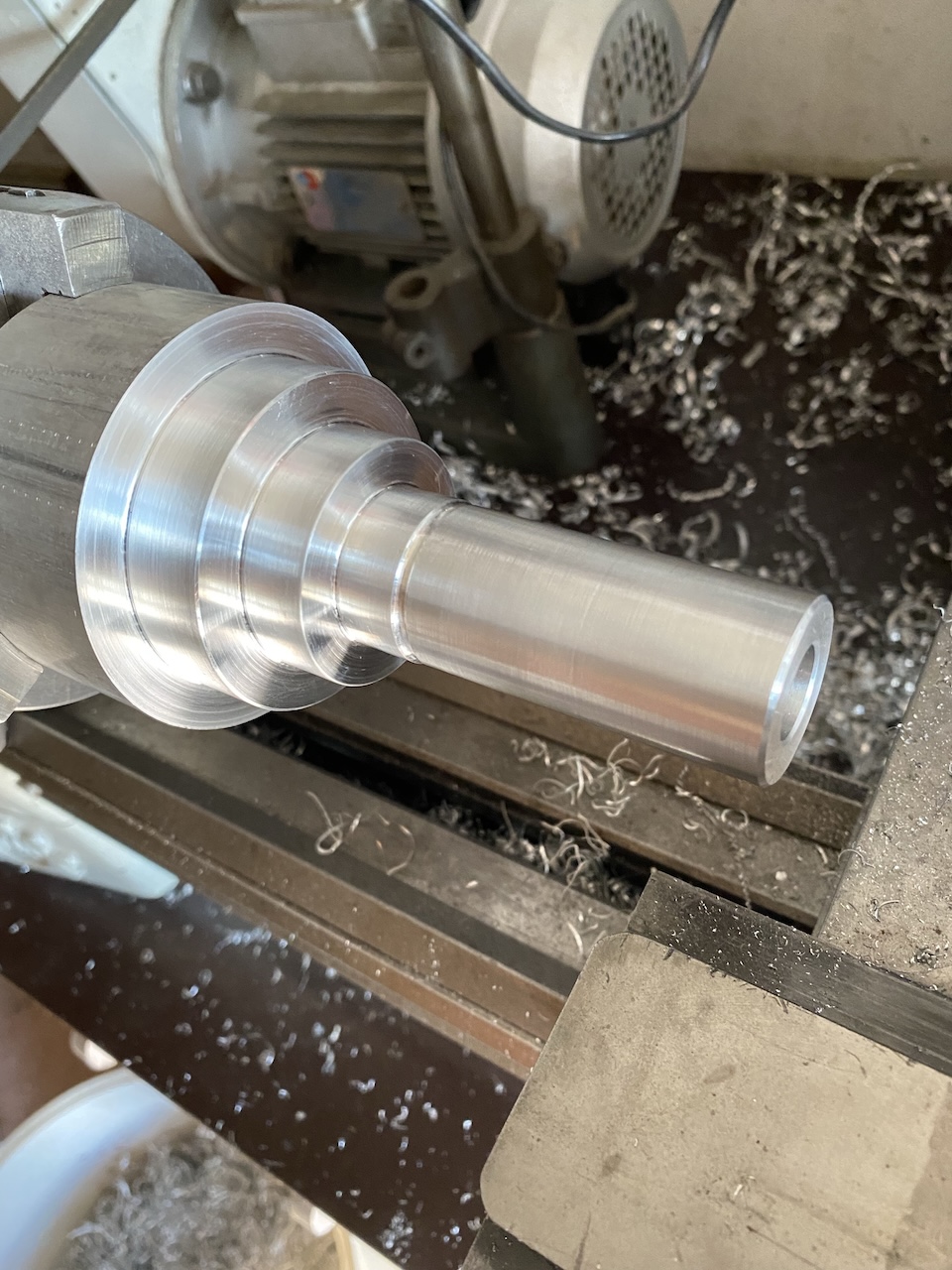
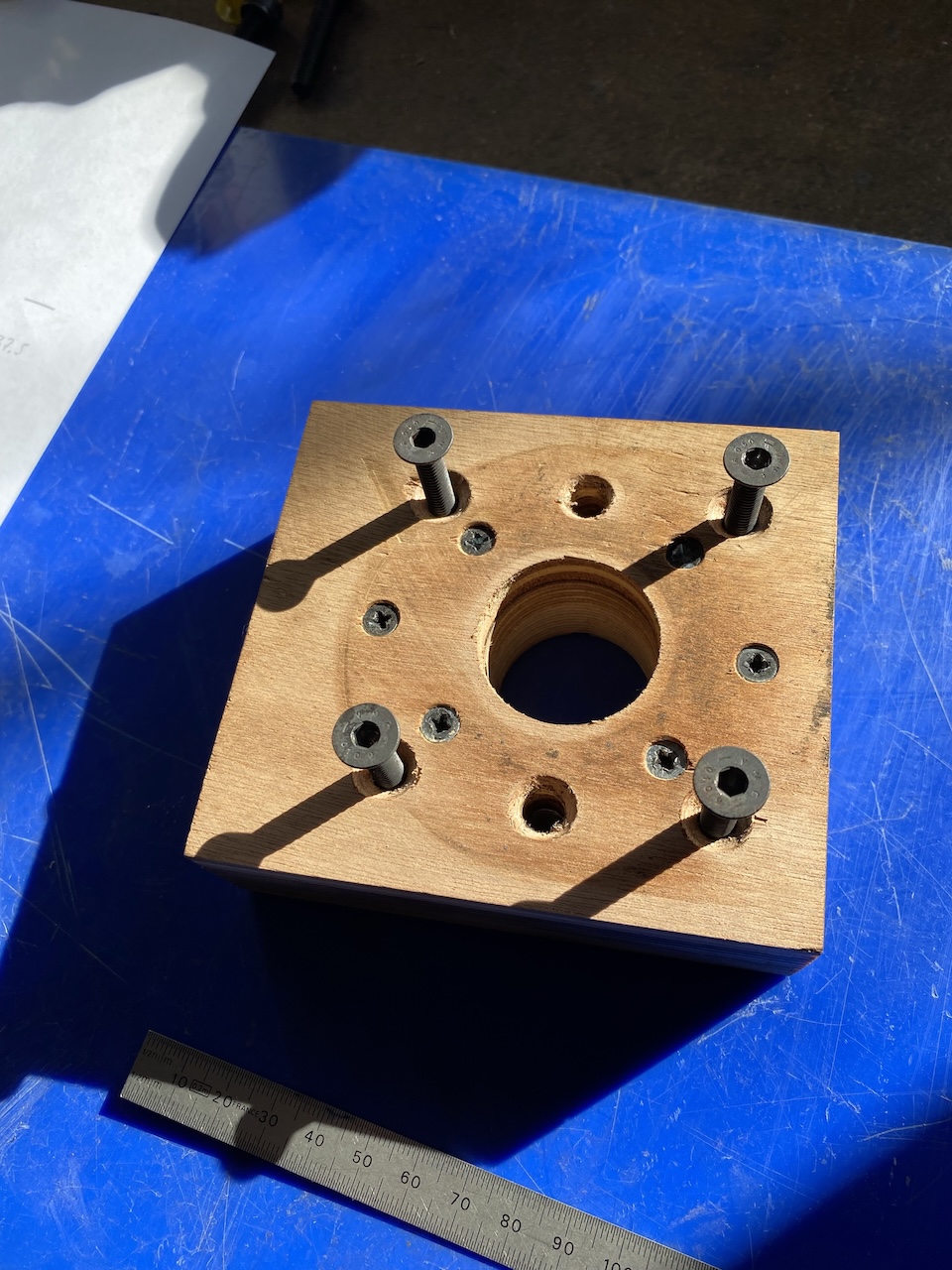
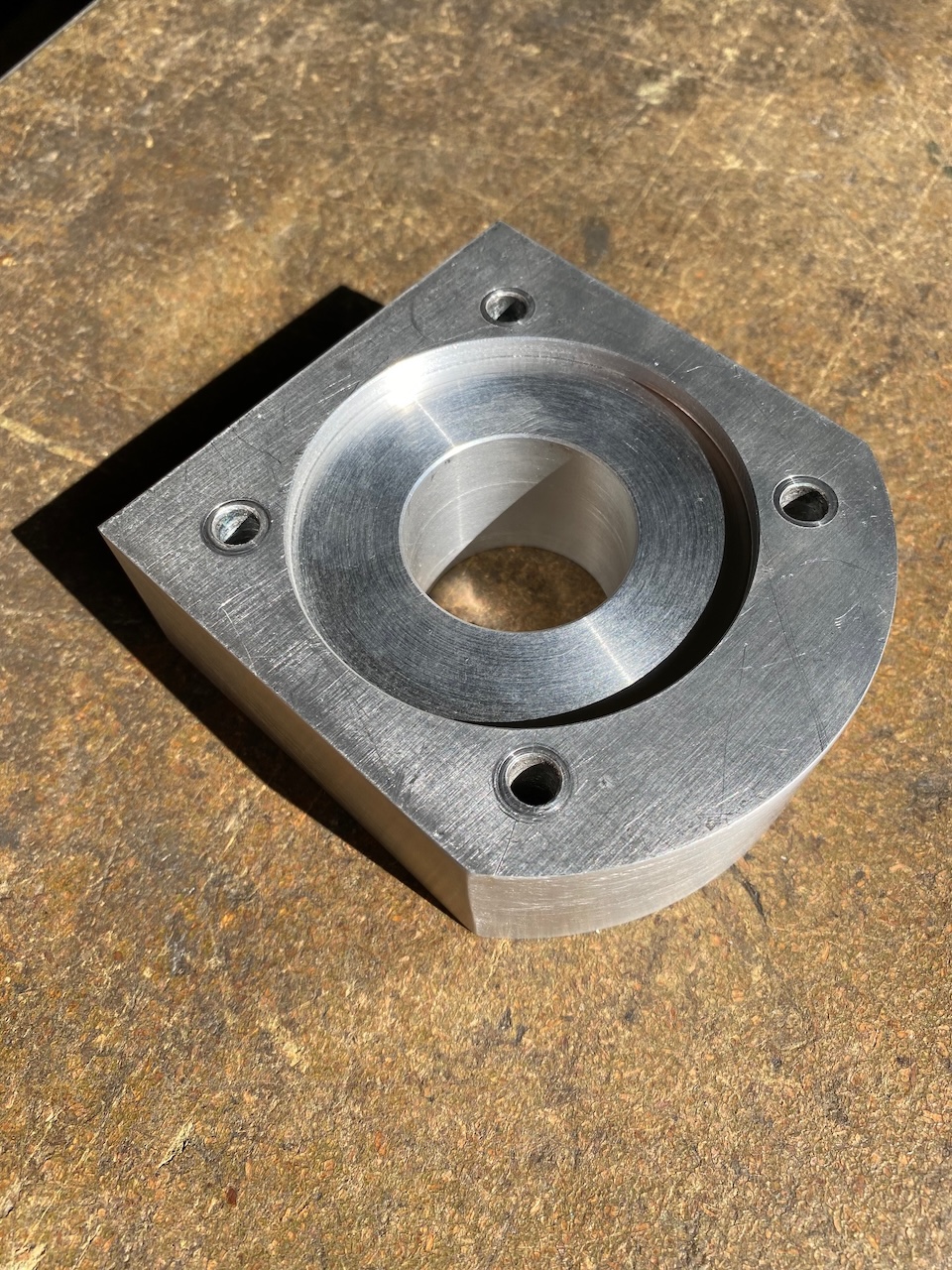
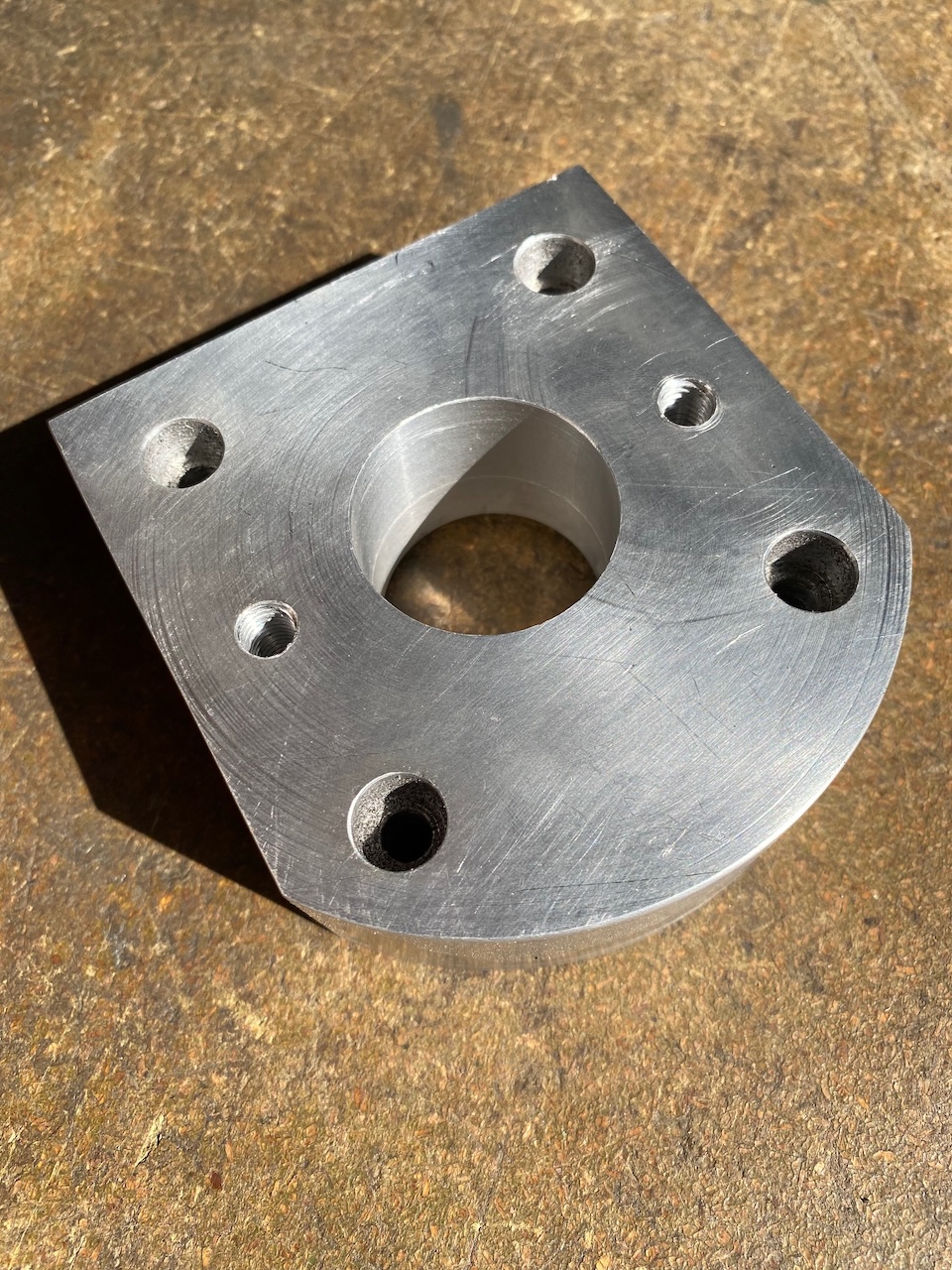
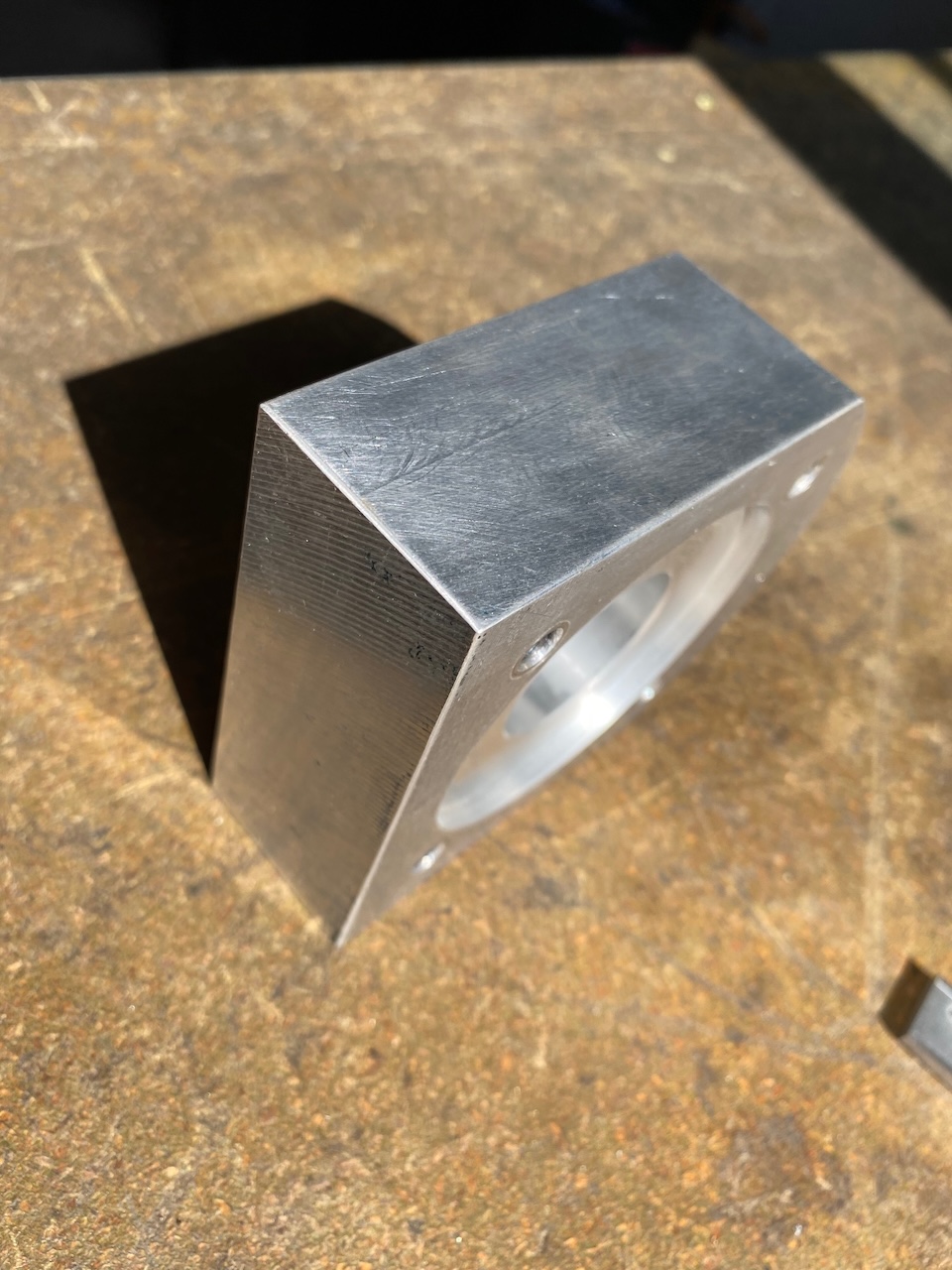
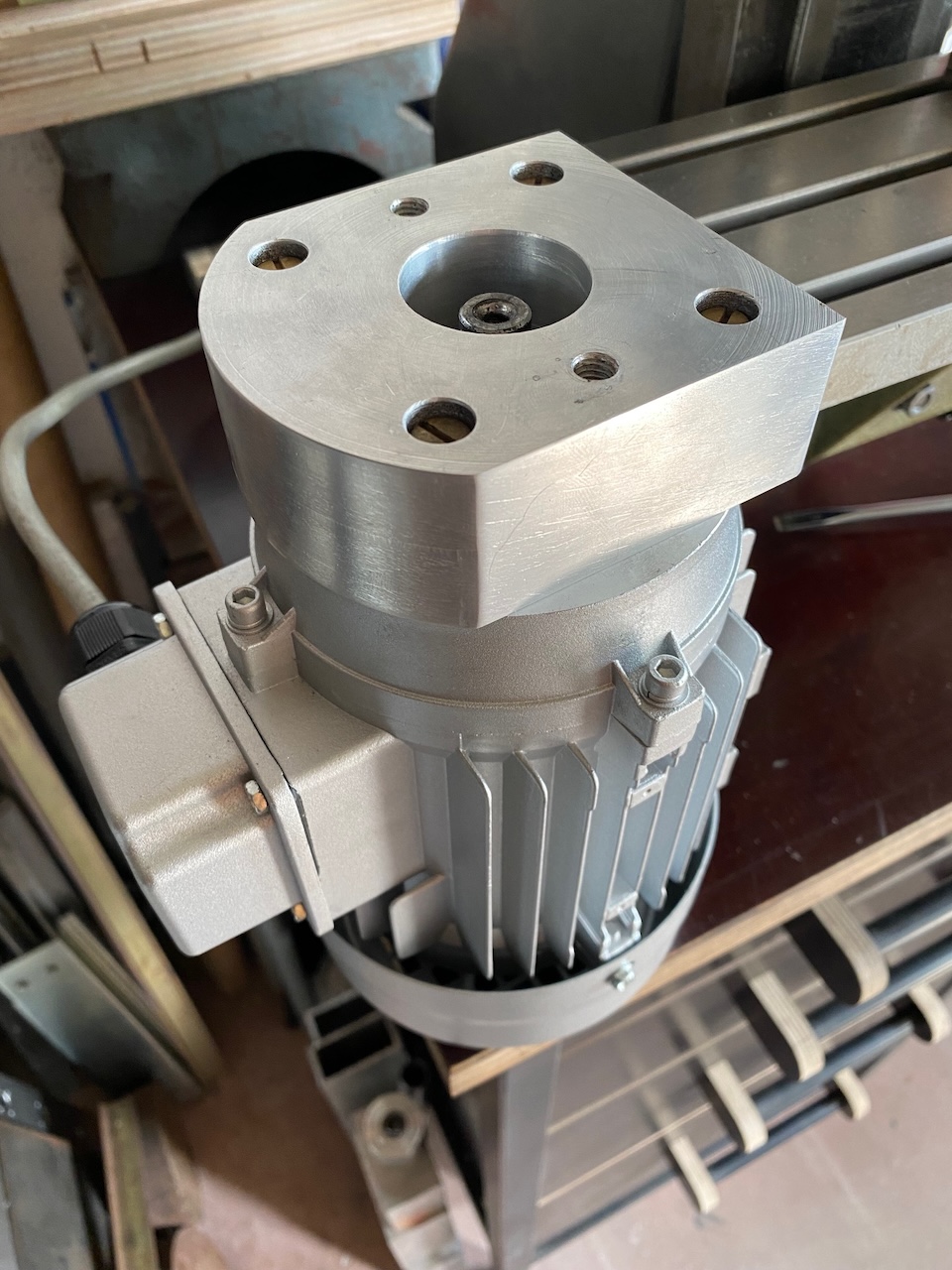
Fixture no. 3 for Clamping Blanks on the CNC
The third fixture is the one that will allow me to position the blanks on the table of the small CNC milling machine. The first two fixtures were done intuitively, but this third one had its own 3D model and two manufacturing drawings. Some will say that this is a bit excessive in view of its purpose. I don't disagree. More in a second blog post on the subject. The stencil shown in the images below is merely illustrative; it was not created using this CNC!
Back to the completed projets page
Remise en état de la graveuse GRAVOGRAPH
La curiosité m'a conduit à faire l'acquisition d'une graveuse GRAVOGRAPH d'occasion.
Cet équipement appelait une remise en état ; deux douzaines d'heures de travail ont suffit.
Déc. 2022 – Juillet 2023
Les graveuses pantographiques de la marque française GRAVOGRAPH étaient des machines extrêmement courantes tant en France qu'en Suisse. Elles étaient généralement détenues par des artisans, des cordonniers typiquement, qui proposaient des services de gravage de plaques, de trophées, etc. ou bien par des industries qui les utilisaient pour graver les plaques signalétiques des machines, les mentions sur les pupitres de commande, etc. Les machines CNC ont finalement eu raison de ces graveuses pantographiques, chez les uns comme chez les autres. Quelques passionnés continuent de les faire vivre. Ces équipements d'un autre temps ne sont pas difficiles à trouver sur les sites de vente aux enchères comme LeBonCoin.fr ou Ricardo.ch. On peut en dénicher pour quelques centaines de francs ou d'euros. La curiosité m'a donc poussé à jeter un œil épisodique aux offres de graveuses sur le site suisse d'enchères, et j'en ai trouvé une pour un prix très abordable à Bâle, sans trop de candidats pour surenchérir. Un petit aller-retour et me voilà l'heureux propriétaire d'une GRAVOGRAPH modèle TLX.
Remise en état
Quand il y a peu de candidats pour surenchérir, c'est que l'offre n'est peut-être pas la plus séduisante qui soit. Effectivement, la graveuse était possiblement détenue par une PME qui l'utilisait pour des besoins internes. Elle présentait tous les signes d'une machine qui avait été passablement utilisée, mais pas utilisée depuis de nombreuses années ; elle était donc bien encrassée sans qu’elle soit excessivement sale. Son faible prix était vraisemblablement dû à l'absence des nombreux accessoires et consommables requis pour une utilisation nominale. Une paire de journées a donc été suffisante pour la démonter, la nettoyer, huiler ou graisser les pièces qui appelaient lubrification, et enfin la remonter. J'ai procédé par sous-ensemble afin de ne pas avoir à gérer trop de pièces détachées.
Les nombreuses vidéos très pédagogiques de My Mechanics sur YouTube m'ont suffisamment bien équipé pour mener à son terme, sans difficulté particulière, ce sympathique projet de restauration. Les tampons en caoutchouc du piètement étaient totalement secs ; j'en ai tourné quatre nouveaux dans un bout de PVC de 6 mm d'épaisseur qui trainait là. Un peu de WD40 a suffi pour venir à bout des pièces grippées.
Jeu de caractères
Comme dit précédemment, cette machine a perdu ses accessoires. Le principal d'entre eux est au moins un jeu de caractères. Ma première idée était d'en faire un moi-même dans de l'aluminium ou des chutes de polystyrène ou de PMMA sur ma petite fraiseuse CNC. Une autre alternative aurait été de télécharger le jeu de caractères conçu par Mathieu13 et mis à disposition sur Thingiverse.com pour une impression 3D. Sauf, qu'à l'heure où j'écris ce billet de blog, je ne suis toujours pas propriétaire d'une telle imprimante ! J'ai donc planifié ce projet en deux phases, une première pour déterminer les caractéristiques dimensionnelles que devraient avoir ces chablons (helvétisme pour pochoir crois-je) ; une seconde pour concevoir un jeu de caractères séduisants, le convertir en GCode, puis l'usiner sur ma petite PROXXON MF70 CNC. Entre les première et seconde phases, j'ai tout de même réussi à mettre la main sur un jeu complet de caractères GRAVOGRAPH par le biais du même site suisse d'enchères, jeu que j'ai finalement acquis. J'ai donc remis à plus tard la réalisation de la seconde phase qui donnera certainement lieu à un billet de blog spécifique.
Prototypage de chablons
Pour la phase une de ce projet, voilà comment je m'y suis pris. Un ancien catalogue GRAVOGRAPH des caractères disponibles trouvé sur la toile m'a permis de déterminer les caractéristiques dimensionnelles d'un chablon. À partir de là, j'ai usiné un petit posage pour produire les ébauches de chablons avec un tant soit peu de répétabilité, puis un second pour faire des essais de gravage de lettres en considérant plusieurs formes et diamètres de fraises et plusieurs profondeurs d'usinage.
Posage nº1 et dimensions des ébauches
Rien de compliqué dans la conception de ce posage. Le type de chablons correspondent à ma graveuse est le type B dont la hauteur est 31.75 mm et dont les cotés haut et bas forment chacun un angle de 60º avec la face arrière. La largeur des chablons n'est pas uniforme pour tenir contre de la largeur variable spécifique à chaque caractère. Prudemment, j'ai retenu 22 mm. Mes chutes d'aluminium, de polystyrène et de PMMA étaient en 2 mm, 2.5 mm et 3 mm d'épaisseur.
Posage nº2 et dimensions du gravage
Ce deuxième posage n'était peut-être pas indispensable, néanmoins, je souhaitais que les ébauches des chablons affleurent des mors de l'étau pour faciliter le gravage des lettres. Pour faire ces quelques essais, je me suis limité aux quelques lettres de l'alphabet qui ne comporte ni arrondis ni diagonales. J'ai fait quelques essais avec une fraise à chanfreiner à 90º ainsi qu'avec des fraises droites de Ø2 mm et Ø2.5 mm. C'est la fraise droite la plus fine qui a produit le résultat le plus probant.
Conclusion, une micro-étude m'aurait certainement épargné ce prototypage fastidieux. Effectivement, un guidage précis du stylet suppose que ce soient deux flancs opposés du cône du stylet qui soient guidés par les arêtes de la rainure, et non la pointe du stylet glissant dans le fond de la rainure. Il s'en suit que la pointe du stylet de guidage ayant un angle de 40º, donc un demi-angle de 20º, la profondeur de la rainure doit être supérieure à sa demi-largeur divisée par la tangente de 20º. Pour une fraise de Ø2 mm, la profondeur doit être d'au moins 2.8 mm ; pour une fraise de Ø1 mm, d'au moins 1.4 mm. Ça donne une indication sur l'épaisseur minimale du chablon. Après réception du jeu de caractères GRAVOGRAPH, j'ai mesuré une épaisseur de 1.5 mm, une largeur de rainure de 1 mm et une profondeur de rainure inférieure à 1 mm. C'est sous-optimal ; le guidage présente d’ailleurs un petit jeu latéral !
Posage nº3 de bridage des ébauches sur la CNC
Le troisième posage est celui qui doit me permettre de positionner les ébauches sur la table de la petite fraiseuse CNC. Les deux premiers posages ont été faits à l'intuition, ce troisième a eu droit à sa maquette 3D et deux dessins de fabrication. D'aucuns diront que c'est un peu excessif à la vue de sa finalité. Je ne les contredirai pas, j’en conviens. Suite dans un second billet de blog sur le sujet. Le chablon figurant sur les images ci-dessous est juste illustratif ; il n'a pas été produit au moyen de cette CNC !
Retour à la page des projets réalisés